电话:024-81030200 邮箱:luoza@ral.neu.edu.cn 收藏本页
 |
 |
 |
|
|
|
|
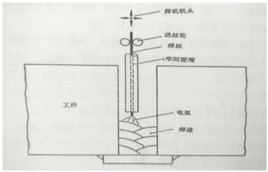
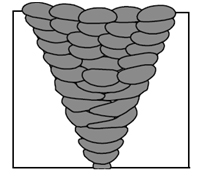
先进的窄间隙自动气保焊技术
|
|
|
版权所有:沈阳科安捷材料技术有限公司 电话:024-81030200 邮箱:luoza@ral.neu.edu.cn 公司地址:辽宁省沈阳经济技术开发区开发二十二号路浑河十九街 备案: 辽ICP备18007364 辽公网安备 21010602000262号 |