
|
联系电话:024-83689715 13066628868
|

拉伸实验-拉伸实验 |
|||||||||||||||||||||||||||||||||||||||
| 本文以“27CrMo27S钢高温塑性的研究及拉凹缺陷分析 ”为例。 (1)实验方法 27CrMo27S钢试样在工作室内固定,抽真空后,在Ar气保护条件下(Ar流量1L/min),将试样以12℃/s升温至1300℃,保温2min,以均匀成分和温度,促进析出物的溶解,然后以12℃/s降至拉伸温度(750~1300℃),保温30s,以应变速率2.5S-1,拉伸至断后空冷。冷却后测量断口直径,并记录实验最大载荷。温度及形变制度如图3.7.1所示。绘成的不同温度下试样断面收缩率和抗拉强度随温度的变化曲线如图3.7.2所示。 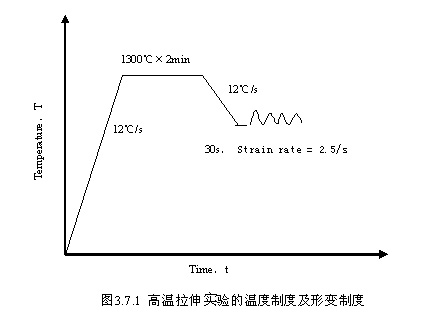 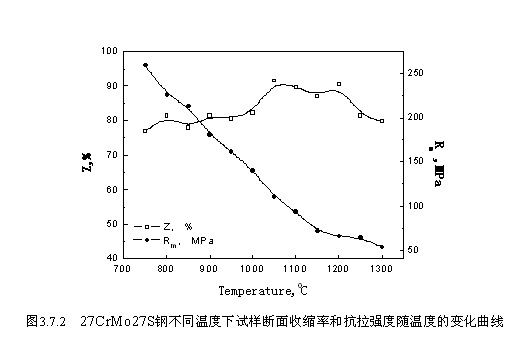 表3.7.1 27CrMo27S钢高温塑性实验数据
由图3.7.2断面收缩率变化曲线可知,27CrMo27S钢的塑性在温度大于1200℃时,随着温度的升高,试样的断面收缩率迅速下降;在1200~l050℃的温度范围内,断面收缩率变化比较平稳;当温度降到1000℃时,Z值开始迅速降低;此后,在1000~800℃的温度范围内随着温度的降低,Z值下降缓慢。当温度在800℃以下时,Z值又迅速降低。在750℃~1300℃高温区间,1050℃~1200℃温度之间塑性最好。 综合以上的结论,以及控制轧制细化晶粒等角度的考虑,最适宜的轧制温度应该在最佳塑性温度区的较低温度段,但考虑到管坯在连轧机内会有100度左右的温降,所以连轧机最佳的开轧温度应为1150~l200℃,这样整个轧制过程才能保证在最佳塑性温度区1050~l200℃内完成;并且,在轧机能力允许的范围内,选用高速轧制,这样既有利于提高金属的塑性,又有利于产量的提高。 |
|
版权所有:沈阳科安捷材料技术有限公司 电话:024-83680273 邮箱:luoza@ral.neu.edu.cn
公司地址:辽宁省沈阳经济技术开发区开发二十二号路浑河十九街 备案: 辽ICP备18007364 辽公网安备 21010602000262号 |